










Фабричка залиха 0,35mm- 50,8mm HRC50-55 лесна AISI304 316 430 440 топка од не'рѓосувачки челик за употреба во лежишта
Опис на производот
Топчињата од не'рѓосувачки челик се отпорни на корозија од агенси како што се оксидирачки раствори, повеќето органски хемикалии, прехранбени производи и стерилизирачки раствори. Тие се умерено отпорни на сулфурни киселини. Немагнетните својства се достапни по барање. Примените вклучуваат аеросоли, распрскувачи, механизми за пумпање со прсти, блендери за млеко, опрема за преработка на храна и медицински апликации.
AISI 440C топка од не'рѓосувачки челик
Големина: 0,35 мм - 50,8 мм
Одделение: G10, G16, G40, G60, G100, G200.
Тврдина: Топчињата од не'рѓосувачки челик HRC56-58, Hartford 440C се пасивирани за отстранување на слободните загадувачи од железо и олеснување на спонтано формирање на заштитен пасивен филм.
Магнетен: Мартензитен челик, магнетен
Карактеристики: висока прецизност, добра отпорност на корозија, силна 'рѓа и отпорност на абење.
Примени: Лежишта, печати, хидраулични делови, вентили, воздухопловство, заптивки, опрема за ладење, високопрецизни инструменти итн.
| Хемиски состав | ||||||||
| АИСИ 440Ц | C | Si | Mn | P | S | Ni | Cr | Mo |
| 0,95-1,10 | ≤0,80 | ≤0,80 | ≤0,04 | ≤0,03 | ≤0,60 | 16,0-18,0 | 0,75 | |
AISI 420C топка од не'рѓосувачки челик
Големина: 0,35 мм - 50,8 мм
Одделение: G10-G1000
Тврдост: HRC50-55
Магнетен: мартензитен челик, магнетен, добра отпорност на 'рѓа, висока тврдост, топчињата од не'рѓосувачки челик AISI 420 покажуваат добри карактеристики на абење и тврдост. Малку помала тврдост и поголема отпорност на корозија, во споредба со 440C.
Карактеристики: Општо познато како нерѓосувачко железо, добра отпорност на корозија и цврстина.
Примени: Сите видови прецизни машини, лежишта, електрична опрема, апарати за домаќинство, авто делови итн.
| AISI 420C (4Cr13) | C | Si | Mn | P | S | Ni | Cr | Mo |
| 0,36-0,43 | ≤0,80 | ≤1,25 | ≤0,035 | ≤0,03 | ≤0,60 | 12,0-14,0 | ≤0,60 |
430 топка од не'рѓосувачки челик
Дијаметар: 1MM-50.80MM
Тврдост: HRC26
Одделение: G10-G1000
Карактеристики: ниска цена, слаба отпорност на 'рѓа.
Примена: железарија, украси, додатоци, козметика, индустрија, индустрии со ниски барања за анти-'рѓосувачки перформанси. Козметички мешалки, лакови за нокти и тушеви за очи, разменувачи на топлина, мерни инструменти и вентилски топчиња.
| АИСИ 430 | C | Si | Mn | P | S | Ni | Cr | Mo |
| ≤0,12 | ≤1,0 | ≤1,0 | ≤0,04 | ≤0,03 | - | 16,0-18,0 | - |
AISI 304 топка од не'рѓосувачки челик
Големина: 0,5 мм - 63,5 мм
Одделение: G80-G500
Тврдост: ≤HRC21
Магнетен: Аустенитен челик, немагнетен
Карактеристики: силна отпорност на 'рѓа, добра отпорност на корозија. Широко користен, добри перформанси против 'рѓа, добар површински ефект, сертифицирана заштита на животната средина.
Примени: Апарати за домаќинство како што се вентили, шишиња за парфем, лак за нокти, шишиња за бебиња, автоделови, клима уреди, електрични апарати, козметика, лизгачки лежишта, медицинска опрема, накит и многу други индустрии.
| Хемиски состав | |||||||
| АИСИ 304 | C | Si | Mn | P | S | Ni | Cr |
| ≤0,08 | ≤1,00 | ≤2,00 | ≤0,045 | ≤0,03 | 8,0-10,5 | 18,0-22,0 | |
AISI 316L топка од не'рѓосувачки челик
Големина: 1,0 мм - 63,5 мм
Одделение: G80-G500
Тврдост: ≤HRC26
Магнетен: Аустенитен челик, немагнетен
Карактеристики: најсоодветен за индустрии со високи барања против корозија, а способноста против 'рѓа е многу силна, одлична отпорност на корозија (освен хлоридни киселини), не е стврдлив аустенитен инокс.
Примени: Топката од не'рѓосувачки челик AISI 316L може да се користи за медицинска опрема, хемиска индустрија, авијација, воздухопловство, пластичен хардвер, шише парфем, распрскувач, вентили, лак за нокти, мотор, прекинувач, пегла, машини за перење, фрижидери, клима уреди, медицински материјали, автоделови, лежишта, инструменти, шише.
AISI 316L топка од не'рѓосувачки челик
| Хемиски состав | ||||||||
| АИСИ 316Л | C | Si | Mn | P | S | Ni | Cr | Mo |
| ≤0,08 | ≤1,00 | ≤2,00 | ≤0,045 | ≤0,03 | 12,0-15,0 | 16,0-18,0 | 2,0-3,0 | |
Пакување на производот
A) Внатрешно пакување: Суво пакување или пакување со масло се обезбедува според вашите потреби.
Б) Надворешно пакување:
1) железен тапан + дрвена / железна палета.
2) Полиестерска кеса од 25 кг + картон + дрвена палета или дрвена кутија.
прилагодено пакување.

Параметар на производот
| Нашата топка од не'рѓосувачки челик вклучува 440C 420C 304 316 201, Хемискиот состав е како што следува | |||||||||
| Хемиски состав (%) | C | Cr | Si | Mn | P | S | Mo | Ni | Cu |
| AISI440C SS топка | 0,95-1,2 | 16-18 | ≤0,80 | ≤0,80 | ≤0,04 | ≤0,03 | ≤0,75 | ≤0,6 | ---- |
| AISI420C SS топка | 0,26-0,43 | 12-14 | ≤0,80 | ≤1,25 | ≤0,035 | ≤0,03 | ≤0,6 | ≤0,6 | ---- |
| AISI304 SS топка | ≤0,08 | 18-22 | ≤1,0 | ≤2,0 | ≤0,045 | ≤0,03 | ---- | 8-10 | ---- |
| AISI316L SS топка | ≤0,08 | 16-18 | ≤1,0 | ≤2,0 | ≤0,045 | ≤0,03 | 2,0-3,0 | 12-15 | ---- |
| AISI201 SS топка | ≤0,15 | 16-18 | ≤1,0 | 5,5-7,5 | ≤0,045 | ≤0,03 | ---- | 0,35-0,55 | 1,82 |
| AISI430 SS топка | ≤0,12 | 16-18 | ≤1,0 | ≤1,0 | ≤0,04 | ≤0,03 | ---- | ---- | ---- |
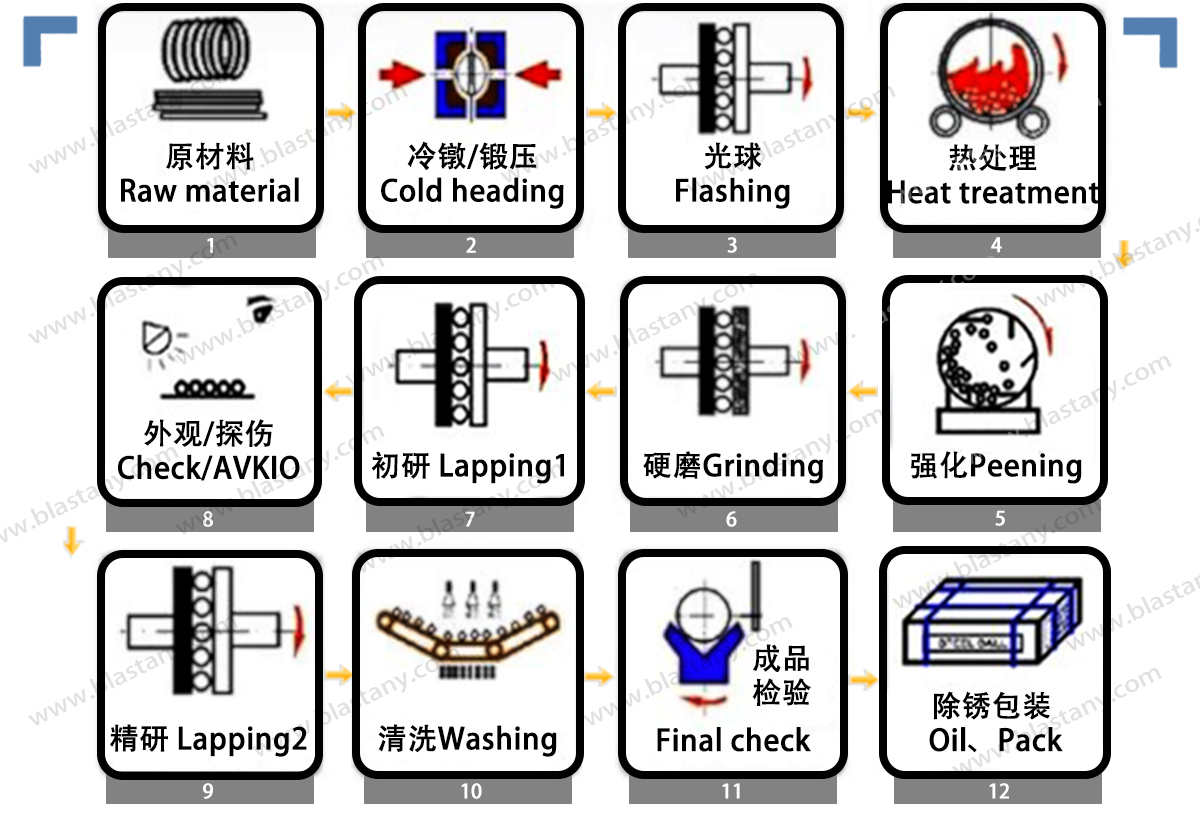
Производствени текови
Инспекција на суровини
Суровината се испорачува во форма на жица. Прво, суровината визуелно се проверува од страна на инспектори за квалитет за да се утврди дали квалитетот е на ниво и дали има дефектни материјали. Второ, се проверува дијаметарот и се прегледуваат сертификатите за суровина.
Ладно заглавување
Машината за ладно глодање сече одредена должина од жичниот материјал во цилиндрични парчиња. После тоа, двете хемисферични половини од калапот за глодање го формираат парчето во приближно сферична форма. Овој процес на ковање се изведува на собна температура и се користи мала количина на адитивен материјал за да се осигури дека празнината на калапот е целосно пополнета. Ладното глодање се изведува со многу голема брзина, со просечна брзина од едно големо топче во секунда. Помалите топчиња се глодаат со брзина од две до четири топчиња во секунда.
Трепкање
За време на овој процес, вишокот материјал формиран околу топката ќе се одвои. Топките се поминуваат неколку пати помеѓу две жлебести плочи од леано железо, отстранувајќи мала количина на вишок материјал додека се тркалаат.
Термичка обработка
Потоа, деловите треба да се третираат термички со помош на процеси на калење и калење. Ротациона печка се користи за да се осигури дека сите делови ги исполнуваат истите услови. По почетната термичка обработка, деловите се потопуваат во резервоар за масло. Ова брзо ладење (калење со масло) произведува мартензит, челична фаза која се карактеризира со висока тврдост и супериорни својства на абење. Последователните операции на калење дополнително го намалуваат внатрешниот стрес сè додека не се достигне конечната специфицирана граница на тврдост на лежиштата.
Мелење
Брусењето се изведува и пред и по термичката обработка. Завршното брусење (исто така познато како цврсто брусење) ја доближува топката до нејзините крајни барања.Видот на прецизна метална топкае мерка за неговата вкупна прецизност; колку е помал бројот, толку е попрецизно топчето. Квалитетот на топчето опфаќа толеранција на дијаметар, заобленост (сферичност) и грубост на површината, исто така наречена завршна обработка на површината. Производството на прецизни топчиња е сериска операција. Големината на серијата се одредува според големината на машините што се користат за операциите на мелење и прелистување.
Лапирање
Лакирањето е слично на брусењето, но има значително помала стапка на отстранување на материјал. Лакирањето се врши со употреба на две фенолни плочи и многу фина абразивна кашеста маса, како што е дијамантска прашина. Овој последен процес на производство значително ја подобрува грубоста на површината. Лакирањето се изведува заради високопрецизни или суперпрецизни топчести класи.
Чистење
Потоа, со операцијата на чистење се отстрануваат сите течности за обработка и преостанатиот абразивен материјал од процесот на производство. Клиентите кои бараат построги барања за чистење, како што се оние во областа на микроелектрониката, медицинската или прехранбената индустрија, можат да ги искористат пософистицираните опции за чистење на „Хартфорд Технолоџис“.
Визуелна инспекција
По примарниот процес на производство, секоја серија прецизни челични топчиња поминува низ повеќекратни проверки за контрола на квалитетот во текот на процесот. Се врши визуелна инспекција за да се проверат дефекти како што се 'рѓа или нечистотија.
Ролериско мерење
Валчестото мерење е процес на 100% сортирање кој ги одделува и малите и преголемите прецизни челични топчиња. Ве молиме погледнете ги нашите посебнивидео за процесот на мерење со ролери.
Контрола на квалитет
Секоја серија прецизни топчиња се проверува за да се обезбедат барањата за степенување за толеранција на дијаметар, заобленост и грубост на површината. За време на овој процес, се оценуваат и други релевантни карактеристики како што се тврдоста и сите визуелни барања.
Категории на производи
-

AISI1010/1015/1085 Челична топка со висок/низок јаглерод 0...
-

Најдобра цена силиконска метална грутка/Power 2202 3303 4...
-

Висококвалитетен челичен лив со висока отпорност на абење...
-

10MM ДО 130MM Лиење Медиуми за Мелење Челични Топчиња...
-

Розова фунсед алумина ПА
-

Огноотпорна кафеава фузирана алумина со висока тврдост
